

欢迎您的来电
13833782828
动态分类
DYNAMIC CATEGORY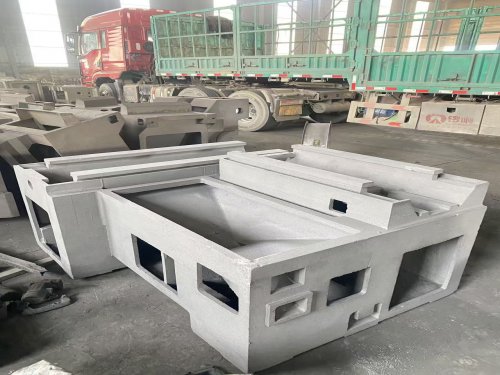





如何改进机床铸件铸造方法以及研伤机理
文章摘要:
机床铸件是工业发展结构之一,对于机械的稳定性大型机床铸件的设计改进方法数控机床铸件清理实质就是对铸件的,所谓清理就是使铸件表面质量得以提高。
{一}、如何改进大型机床铸造方法?
机床铸件是工业发展结构之一。机械稳定性大型机床铸件的设计改进方法数控机床铸件的清洗本质上是铸件,所谓的清洗是为了提高铸件的表面质量。对于小件,先用六角滚筒粗清洗,再用抛丸清洗转盘进行二次优良处理,再用自带除尘设备的砂轮机优良,合格后刷防锈漆入库。铸铁熔炼和铸铁水质量对机床铸件表面质量的影响主要体现在两个方面:
一是铁水中杂质的含量,特别是铁含量,容易在机床铸件表面产生夹渣或渣孔;
优良,铁水中的气体含量和高气体含量很容易在表面或皮下产生大型铸件的气孔。我们采取的主要措施是提高铁水温度,建立完善的天炉检测系统,保护天炉处于正常状态。工艺参数的选择对大型机床铸件的尺寸精度和轮廓清晰度有很大的影响。经过多次工艺试验,仔细选择每个工艺参数。
为了减少铸造缺陷,特别是大型铸件的表面缺陷,广泛应用新的铸造工艺成果,提高铸造工艺水平。
随着技术的发展和人民生活水平的提高,大型机床铸件制造业面临着制造对象新频率加快和机床行业综合的重要标志。
{二}、介绍了大型机床铸件的研伤机制
大型机床铸件也可称为大型铸件。目前,大型机床铸件多为灰铸铁。对于灰铸铁件的质量,应严格控制化学成分、原材料质量、成分、合金化、熔化温度、育种处理、热及时性等环境。
大型机床铸件和大型铸件的一些相对滑动部件,如滑板和导轨、轴和滑动轴承、蜗杆和蜗轮,经常出现划痕或凹槽,我们称这种现象为研究损伤。研伤破坏了机床的精度,影响了机床的使用寿命。如果用心服务不及时,研伤产生的颗粒也会加重研伤,研伤产生的沟槽容易隐藏污垢,也会加重研伤。严重时,相互滑动部件可停止滑动并咬伤。
机床铸件的粘着磨损研磨是指摩擦副相对运动时,由于相互摩擦,接触表面的材料从一个表面转移到另一个表面,导致摩擦表面产生划痕和凹槽。研究表明,从微观的角度来看,固体表面状况存在不均匀的缺陷,即使经过抛光处理,凸峰和凹谷也无法去除。当两个摩擦表面接触时,两个摩擦表面的凸峰实际上是相互接触的。由于接触应力大,会产生弹性和塑性变形,增加接触面积,直到能够承受所有载荷。在这种情况下,金属接触表面会出现粘附点,这通常被称为冷焊粘附。这些粘合点是在没有表面膜的情况下产生的。当摩擦副表面有表面膜时,只会受到法向力的影响,不会产生冷焊粘合。如果同时具有切向力的作用,且法向力和切向力非常大,在相对滑动时,摩擦表面的温度会升高,在高温高压下,导致油膜损坏,接触金属表面会软化或熔化,接触点会产生粘附撕裂粘附撕裂的循环过程,使接触表面的材料从一个表面转移到另一个表面,从而在其中一个表面(或两个表面)上形成划痕和凹槽,也就是说,形成粘着磨损型的研伤。
根据磨损副表面的损伤程度,我们可以将机床上常见的粘附磨损研究分为四类:
1、胶合(或撕裂)研究伤害发生在相互摩擦的两个部分的一个或两个基体的深处。由于表面局部温度高、压力大,粘结强度为任何基体的金属剪切强度。当摩擦副作相对滑动时,其表面为一天,和尚撞钟产生撕裂损伤和胶合损伤。比如凸轮副、蜗杆副、齿轮副,比较常见;当机床滑板和导轨缺乏润滑油而导致干摩擦时,这种研磨伤害往往会发生。
2、当摩擦副表面瞬时闪烁时,温度相当高,粘附面积大,粘附点强度也相当高。粘合剂不能从基体上切断,导致相对运动停止。咬伤是一种严重的研究损伤。例如,润滑不良导致轴和滑动轴承的“抱轴”大多会产生这种研究损伤;大型机床导轨缺油导致的大面积研究损伤也会导致咬伤。
3、研磨损伤只发生在软金属浅表面,研磨损伤的软金属薄层通过涂抹转移到硬金属表面。例如,蜗杆副运行一段时间后,蜗杆表面的铜涂在蜗杆表面。
4、软金属表面表面以下的浅部分发生擦伤和研究损伤。损伤方法是沿运动方向产生小划痕,有时硬金属表面可能会划伤。机床运行初期,轴和滑动轴承在摩合期磨损较为常见。
大型机床铸件制造厂的生产过程是指原材料或半成品机床产品的全过程。在生产过程中,主要过程是直接改变工件形状和尺寸的加工过程,还包括技术准备、检验、运输、储存、包装等各种辅助生产过程。为了降低机床的生产成本,机器中的许多部件通常由各种制造商制造,这也有利于零件的标准化和组织生产。在工厂生产过程中,直接改变生产对象的形状、尺寸、物理机械性质和决定零件相互位置关系的过程统称为大型机床铸件制造过程,简称工艺过程。因此,工艺过程是生产过程的主要部分。工艺可分为铸造、锻造、焊接、冲压、机械加工、热处理、表面处理和装配。
